Cada micrón cuenta en el ensamblaje de la óptica láser
Un rayo láser no perdona los errores.
En cualquier conjunto óptico láser , la diferencia entre un haz perfecto y uno débil puede ser de sólo 5 micrones .
Es por eso que los ingenieros pasan horas verificando la planitud, la alineación y los acabados de las superficies, incluso cuando todo parece "suficientemente bien" a simple vista.
1. El núcleo: carcasas ópticas mecanizadas con precisión
Un sistema láser estable comienza con una carcasa rígida y perfectamente mecanizada.
Los materiales típicos incluyen aluminio 6061-T6 , acero inoxidable 17-4PH y aleaciones anodizadas negras para un mejor control térmico.
| Parámetro | Valor típico |
|---|---|
| Tolerancia dimensional | ± 0,005 mm |
| Rugosidad superficial (Ra) | ≤ 0,02 µm |
| Llanura | ≤ 0,01 mm |
| Desviación coaxial | ≤ 0,01 mm |
Cada orificio y rosca se corta para adaptarse a los elementos ópticos con cero tensión, evitando cualquier distorsión de la trayectoria del haz.

2. Acabado de superficies: más que solo apariencia
Cuando la luz entra en contacto con el metal, el control de la reflexión se vuelve fundamental.
Por eso, las carcasas ópticas suelen utilizar:
-
Anodizado negro tipo III para absorción de luz
-
Niquelado químico para corrosión y estabilidad dimensional
-
Recubrimiento DLC en piezas deslizantes para un movimiento suave
-
Lubricación de película seca de MoS₂ en roscas de precisión
Estas no son opciones cosméticas: mantienen el haz estable, reducen la dispersión y mejoran la confiabilidad a largo plazo.

3. Alineación: La verdadera prueba de habilidad
El montaje es donde la paciencia se encuentra con la precisión.
Utilizando CMM , interferómetros láser y herramientas de torsión (0,2 – 0,5 N·m) , los técnicos alinean lentes y espejos con una precisión angular de ± 0,03° y posicional de ± 0,01 mm .
Una ligera desalineación en la fuente puede provocar un desplazamiento del haz de 2 mm a una distancia de 2 m, algo inaceptable en aplicaciones de imágenes médicas o LiDAR.

4. Combatir el calor con los materiales adecuados
La expansión térmica arruina silenciosamente la precisión.
Es por eso que los conjuntos superiores combinan materiales según el CTE (coeficiente de expansión térmica) , combinando lentes de vidrio (por ejemplo, BK7, 7,1 × 10⁻⁶/K) con monturas de aluminio o Invar que se expanden a velocidades similares.
Incluso después de miles de ciclos de calentamiento, la alineación se mantiene fiel.
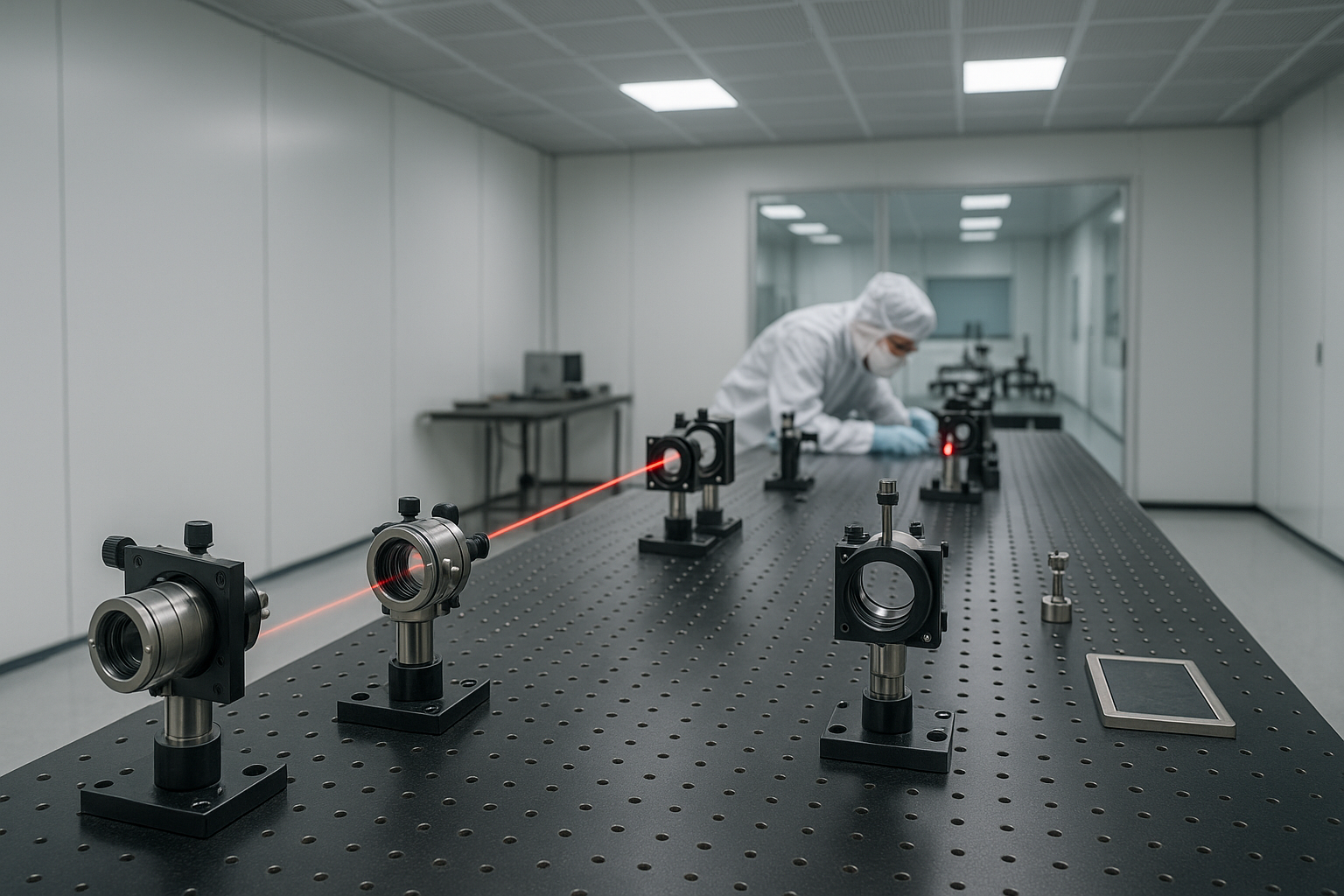
5. Montaje final en sala limpia
No importa cuán preciso sea el mecanizado, el polvo puede destruir el rendimiento.
Por eso las construcciones finales se realizan en salas blancas de clase 1000 :
-
Los componentes se limpian mediante ultrasonidos.
-
Conjuntos manipulados con guantes de nitrilo
-
Cada sistema fue probado en cuanto a perfil de haz, vibración y estabilidad óptica.
Sólo después de pasar dichas comprobaciones un conjunto óptico puede etiquetarse como “listo para trabajos de precisión”.
Conclusión: Cuando el mecanizado se encuentra con la luz
El ensamblaje de óptica láser se encuentra en la intersección de la precisión mecánica y la ciencia óptica .
Cada parámetro, desde tolerancias de ± 0,005 mm hasta superficies con suavidad nanométrica, determina la precisión con la que funciona su láser.
En XY-GLOBAL, aplicamos esa disciplina mecánica en cada proyecto óptico, garantizando que su haz permanezca exactamente donde debe estar: en el objetivo .
Compartir:
Óptica CNC: Mecanizado de precisión para componentes ópticos
Cómo el torneado de diamante de ultraprecisión permite un mecanizado CNC con tolerancia 0 real